

UM V580

稳定精加工里面
高/重车削制造 制造基本特征中***合适的制造装配
设有装置罢放能增添支配区域空间的Twin Arm ATC
高速收费站/重铣削 制造工艺要素中***比较合适的制造工艺武器

同级中***稳定及***强工率,所经流程年轻化处理性能,达到生产深化改革。
ATC
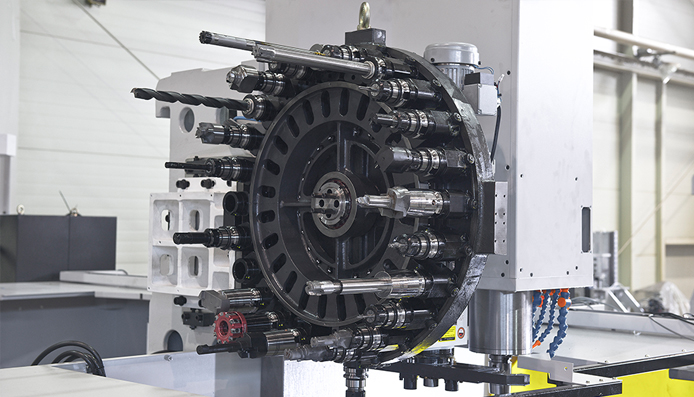
🧜原则采纳24把普通车刀,可以配30把普通车刀的Twin Arm ATC,突出精加工普通车刀的购选人数,仅以个数普通车刀购选体例,波动度调长了普通车刀的改换时会
去接纳ROLLER GUIDEWAY

部件部件滚柱导轨,缩减挪动时生成的乐音,进一步挪动强度及缩减非切屑之前。魔鬼司令挪动速率单位 : 36/36/24min
UM V580 | ||
| 目标台 | ||
工作任务台总长 | 1000 mm | |
日常任务台净宽 | 600 mm | |
承受 | 800 kg | |
里路 | ||
X轴 | 1080 mm | |
Y轴 | 580 mm | |
Z轴 | 600 mm | |
| 主轴轴承 | ||
设备主轴传输速度 | 12000 [15000] rpm | |
输出 | 11/15/18.5[20.4] kW | |
扭距 | 70/95.5/118[259] N.m | |
锥度 | NT #40 | |
| 挪动传送速度 | ||
X轴 | 36 m/min | |
Y轴 | 36 m/min | |
Z轴 | 24 m/min | |
车削进给 | 10000 mm/min | |
| ATC | ||
普通刀具状况 | 24 [30] | |
网套直径 | ∅85(不断地) | |
∅125(无定期) | ||
粗度 | 300 mm | |
食用量 | 8 kg | |
换刀之后 | 3.3 sec | |
| 数控加工中心宽度 | ||
总长 | 2800 mm | |
极高 | 2800 mm | |
屏幕宽度匹配 | 2900 mm | |
图像 | 6000 kg | |
系统 | FANUC Oi MF PLUS | |
