

| 数控实例: | 多工位机床 |
| 乙酰乙酸荣誉称号: | 宫野机床MC20IV 多工位机床 |
| 结果备注名称: | Miyano宫野 |
| 终产物种别: | 多工位加工单元 |
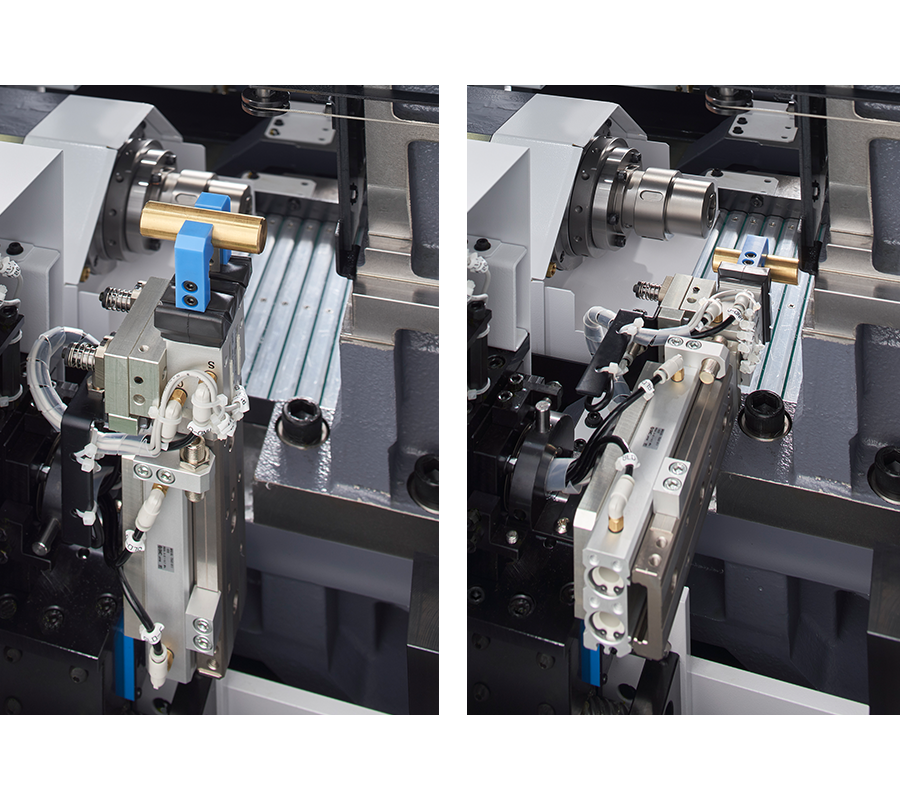
西铁城数控磨床MC20IV:
搭载4个模块,完成进一步进级的多站加工单元。经由过程作为MC20系列根本的、模块化设想的多站布局,在4座加工站对加工工序优化设置装备摆设,延长节奏时候。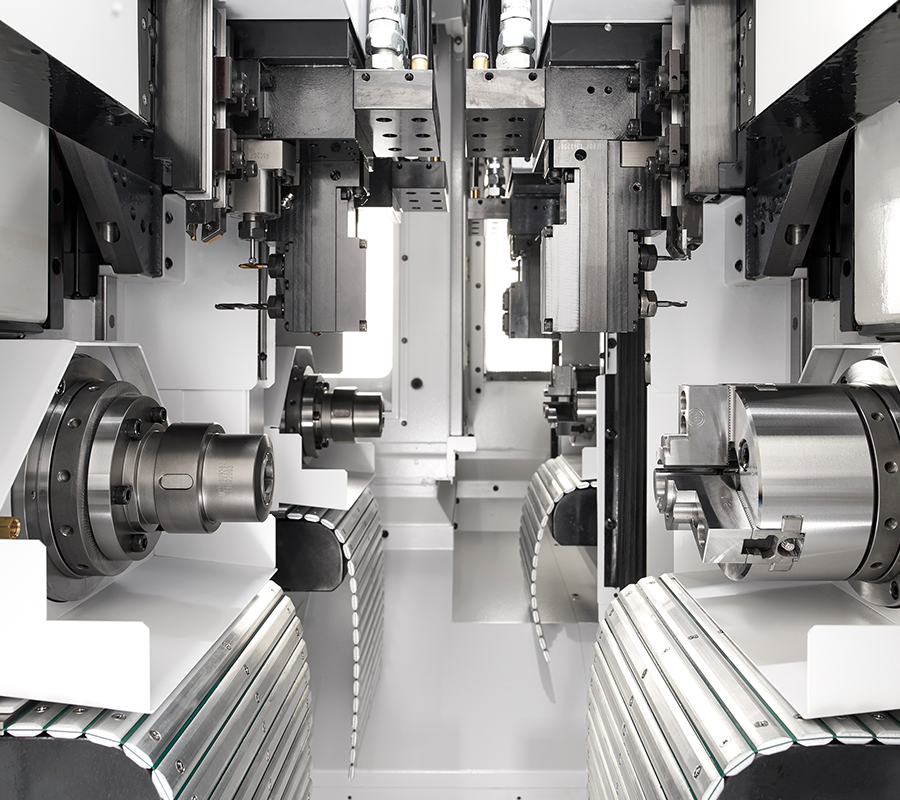
通过2个主轴电机+2个刀架的铣床的控制最简单的方法,就可以很刻意地对单体模组止住装置设备。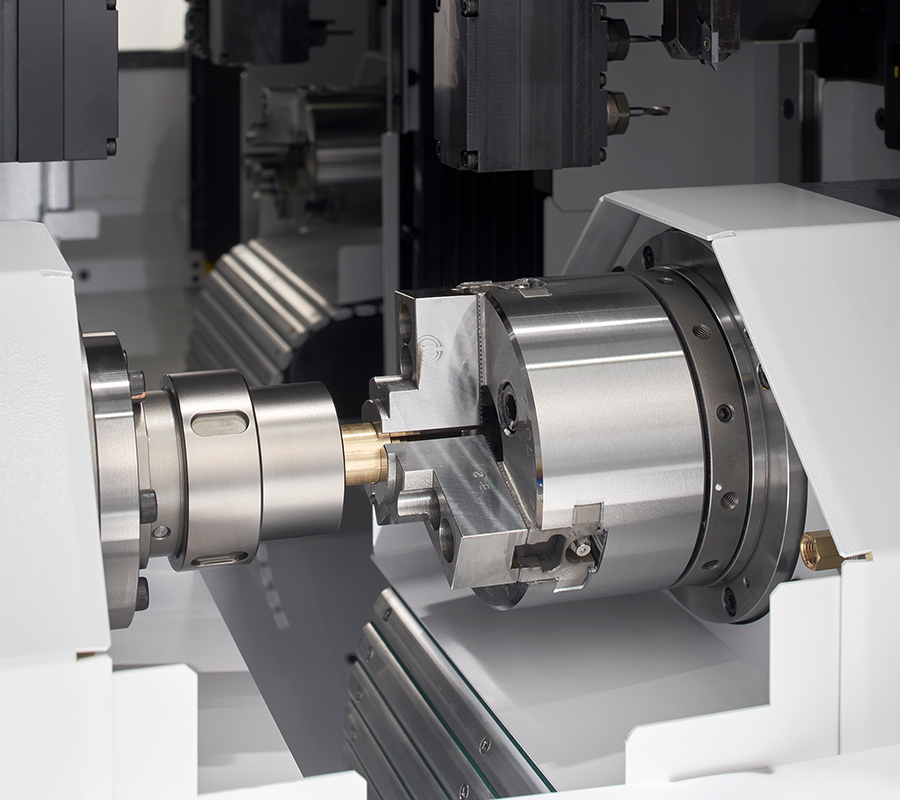
产物规格
| 西铁城机床型号 | MC20IV | |
| 模块搭载数 | 4 | |
|---|---|---|
| 夹具尺寸 | 4英寸夹具 | |
| 工件贯穿直径 | ø20mm | |
| 工件长度 | 70mm | |
| 主轴***大钻孔直径 | ø7mm | |
| 主轴***大攻丝直径(切削攻丝) | M6 | |
| 主轴扭转速率 | Max8,000min-1 | |
| 排刀扭转刀具***大钻孔直径 | ø5mm | |
| 排刀扭转刀具***大攻丝直径(切削攻丝) | M5 | |
| 规范加工规格时,刀具装置数目 | 1个模块5把 | |
| 规范加工规格时,刀具装置数目(车削刀具) | 2把 | |
| 规范加工规格时,刀具装置数目(穿插钻孔) | 3把 | |
| 车削、穿插、端面加工规格 | 1个模块6把 | |
| 车削、穿插、端面加工规格(车削刀具) | 2把 | |
| 车削、穿插、端面加工规格(穿插钻孔) | 2把 | |
| 车削、穿插、端面加工规格(端面钻孔刀具) | 2把 | |
| 加工规格 | 1个模块9把 | |
| 加工规格(车削刀具) | 4把 | |
| 加工规格(穿插钻孔) | 1把 | |
| 加工规格(端面钻孔刀具) | 4把 | |
| 刀具尺寸 | 车刀 | □13mm |
| 钻套 | ø19.05mm、ø20mm | |
| 疾速进给速率 | X、Y、Z轴 | 32m/min |
| A轴 | 40m/min | |
| 机电 | 主轴驱动用 | 2.2/3.7kW |
| 排刀刀具主轴驱动用 | 0.75kW | |
| 切削油用 | 0.18kW×2 0.25kW×2 | |
| 额外功率耗损 | 22kVA | |
| 中间高度 | 1,060mm | |
| 装备分量 | 5,000kg | |