

| 数控车床范本: | 多工位机床 |
| 货物微章: | 宫野机床MC20多工位机床 |
| 物质注: | Miyano宫野 |
| 生成物种别: | 多工位加工单位 |

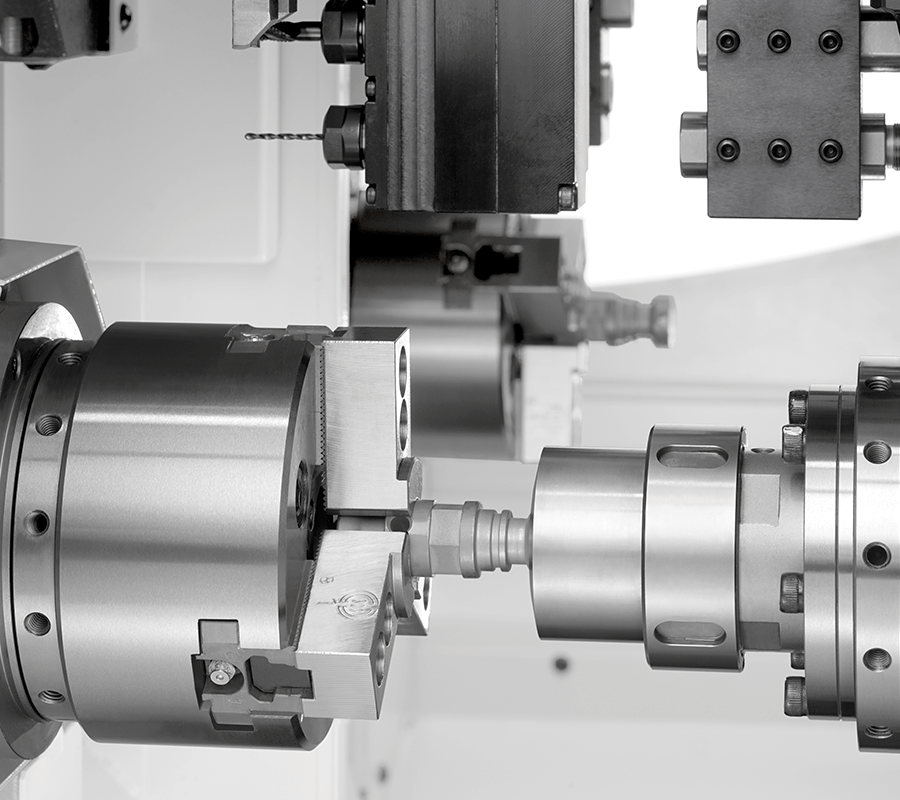
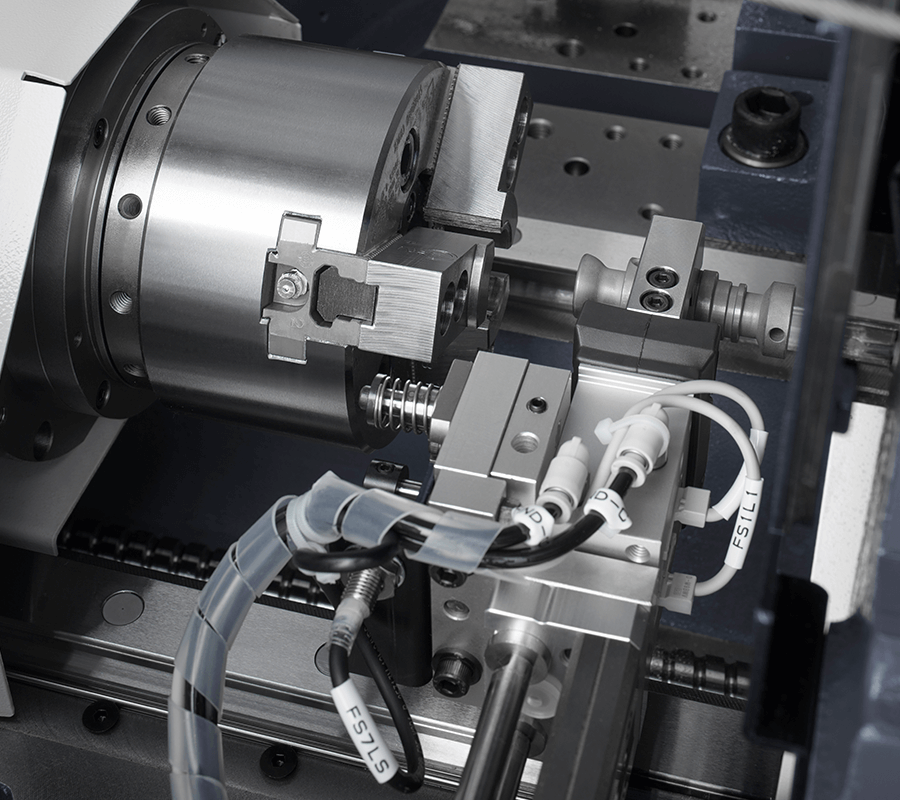
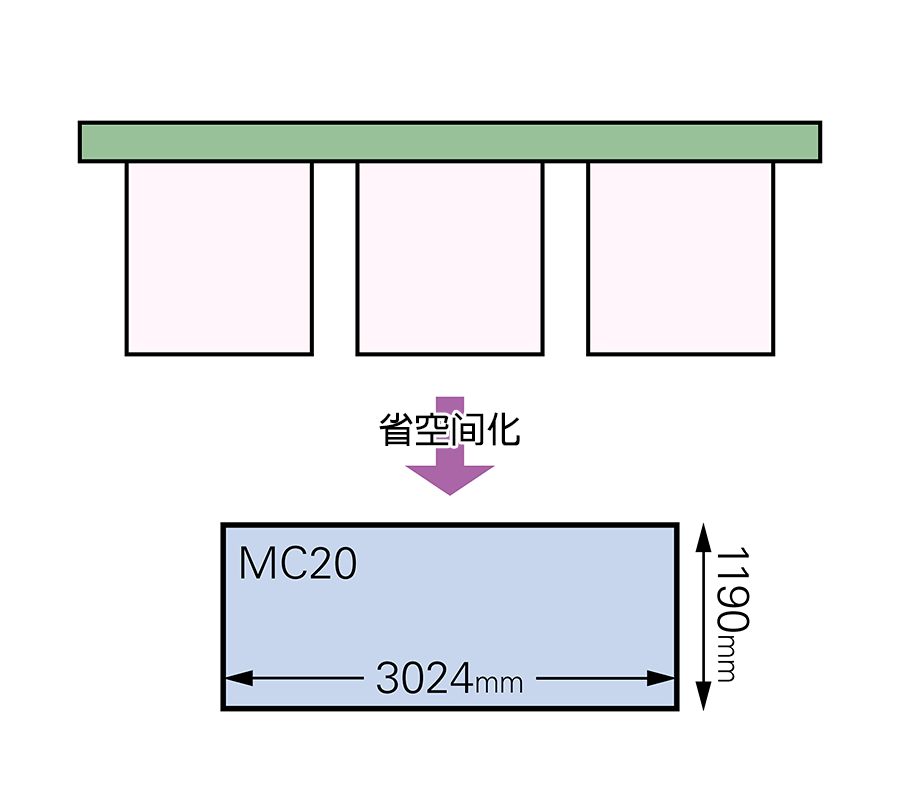 经由过程单数个加工(gong)模块的(de)(de)组合实(shi)现(xian)多工(gong)位化(hua),顺应各类百(bai)般的(de)(de)工(gong)序规划。经由过程优化(hua)加工(gong)工(gong)序,经由过程能应答矫捷的(de)(de)加工(gong)流程的(de)(de)软(ruan)件实(shi)现(xian)了超高出产性(xing),༒并实(shi)现(xia🍎n)了能直感应多功效(xiao)的(de)(de)超卓的(de)(de)操纵性(xing)。
经由过程单数个加工(gong)模块的(de)(de)组合实(shi)现(xian)多工(gong)位化(hua),顺应各类百(bai)般的(de)(de)工(gong)序规划。经由过程优化(hua)加工(gong)工(gong)序,经由过程能应答矫捷的(de)(de)加工(gong)流程的(de)(de)软(ruan)件实(shi)现(xian)了超高出产性(xing),༒并实(shi)现(xia🍎n)了能直感应多功效(xiao)的(de)(de)超卓的(de)(de)操纵性(xing)。
机床规格
| 西铁城机床型号 | MC20III | |
| 模块搭载数 | 3 | |
| 夹具尺寸 | 4英寸夹具 | |
| 工件贯穿***大直径 | ø20mm | |
| ***大工件长度 | 60mm | |
| 主轴***大钻孔直径 | ø7mm | |
| 主轴***大攻丝直径(切削攻丝) | M6 | |
| 主轴扭转速率 | Max8,000min-1 | |
| 排刀扭转刀具***大钻孔直径 | ø5mm | |
| 排刀扭转刀具***大攻丝直径(切削攻丝) | M5 | |
| 规范加工规格时,刀具装置数目 | 1个模块5把 | |
| 规范加工规格时,刀具装置数目(车削刀具) | 2把 | |
| 规范加工规格时,刀具装置数目(穿插钻孔) | 3把 | |
| 车削、穿插、端面加工规格 | 1个模块6把 | |
| 车削、穿插、端面加工规格(车削刀具) | 2把 | |
| 车削、穿插、端面加工规格(穿插钻孔) | 2把 | |
| 车削、穿插、端面加工规格(端面钻孔刀具) | 2把 | |
| ***大加工规格 | 1个模块9把 | |
| ***大加工规格(车削刀具) | 4把 | |
| ***大加工规格(穿插钻孔) | 1把 | |
| ***大加工规格(端面钻孔刀具) | 4把 | |
| 刀具尺寸 | 车刀 | □13mm |
| 钻套 | ø19.05mm | |
| 疾速进给速率 | X、Y、Z轴 | 32m/min |
| A轴 | 40m/min | |
| 机电 | 主轴驱动用 | 2.2/3.7kW |
| 排刀刀具主轴驱动用 | 0.75kW | |
| 切削油用 | 0.18kW×3 | |
| 输出功率 | 16kVA | |
| 中间高度 | 1,000mm | |
| 装备分量 | 3,400kg | |