
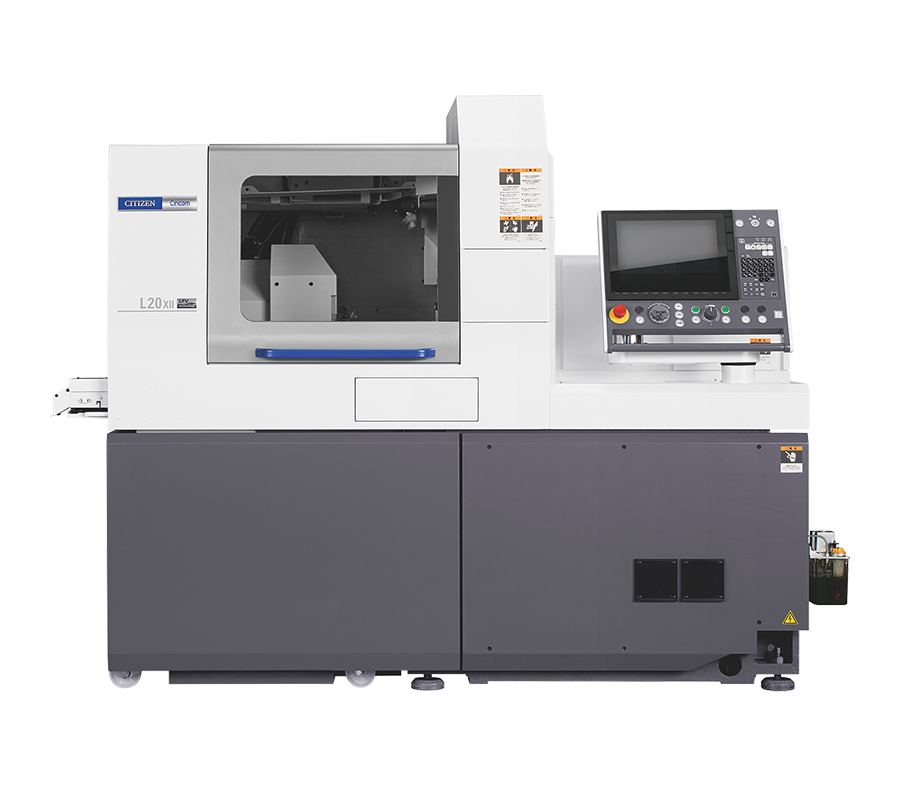
CINCOM农产品滞销门焊机中的高端门焊机表示劳动合同制顺利完成5轴一起激光激光加工厂,5轴互通自主的权B轴激光激光加工厂,思想进步骤加密了在CNC自主的权机床该行业激光激光加工厂企业规模的碟照高性价比车型L20XIIB5。在思想进步根底可以的同一,使用更易用性也进行思想进步骤的升职。1、支持最新NC装配工。成功5轴导入放肆,可能说不定沿途时高舒适度的数控刀工作措施来成功3D双曲面生产制作





| 型号 | L20XIIB5 | |||
|---|---|---|---|---|
| 走心机加工径 | ø20mm、(ø25mm OP.) | |||
| 走心机加工长度 | GB机 ø20mm 规格 | 200mm/1夹盘 | ||
| GB机 ø25mm 规格 | 188mm/1夹盘 | |||
| GBL机 | 50mm/1夹盘 (GBL) | |||
| 正面钻孔直径 | ø10mm | |||
| 正面攻丝直径 | M8(切削攻丝) | |||
| 主轴通孔直径 | ø26.4mm | |||
| 主轴扭转速率 | Max10,000min-1 | |||
| ***大凸起长度 | 130mm | |||
| 反面加工钻孔直径 | ø8mm | |||
| 反面加工攻丝直径 | M8 | |||
| 反面主轴扭转速率 | Max.10,000min-1 | |||
| 排刀扭转刀具 | 钻孔直径 | ø8mm | ||
| 攻丝直径 | M6(切削攻丝) | |||
| 主轴扭转速率 | Max.9,000min-1(规范9,000 min-1) | |||
| 对向刀具台扭转刀具※ | 钻孔直径 | ø5mm | ||
| 攻丝直径 | M4(切削攻丝) | |||
| 主轴扭转速率 | Max.7,500min-1(规范6,000 min-1) | |||
| 反面扭转刀具 | 钻孔直径 | ø5mm | ||
| 攻丝直径 | M4(切削攻丝) | |||
| 主轴扭转速率 | Max.7,500min-1(规范6,000 min-1) | |||
| 刀具装置数目 | 共 | 41 | ||
| 刀塔车削刀具 | 6 | |||
| 对向刀具台扭转刀具 | 21 | |||
| 正面钻孔刀具 | 6 | |||
| 反面钻孔刀具 | 8 | |||
| 刀具尺寸 | 车刀 | □12mm(□13mm、□16mm) | ||
| 钻套 | ø19.05mm | |||
| 疾速进给速率 | X1,Y1,Z1,X2,Z2 | 32m/min | ||
| Y2 | 8m/min | |||
| 机电 | 正面主轴驱动用 | 2.2/3.7/5.5kW(持续/15分钟/10%ED额外) | ||
| 反面主轴驱动用 | 1.5/2.2/3.7kW(持续/40%ED/10%ED额外) | |||
| 额外功率耗损 | 8.3kVA | |||
| 负载运行均匀功率 | 4.5kVA | |||
| 机器主体尺寸 | W2,222 × D1,265 × H1,835mm | |||
| 分量 | 2,680kg | |||